よくある質問
-
どのタイミングで再研磨に出したらいいですか?
-
いち早く異音や切削面の粗さを察知し、交換することが大切です。
刃先の磨耗の例としては下のグラフを参考に考えると・・・
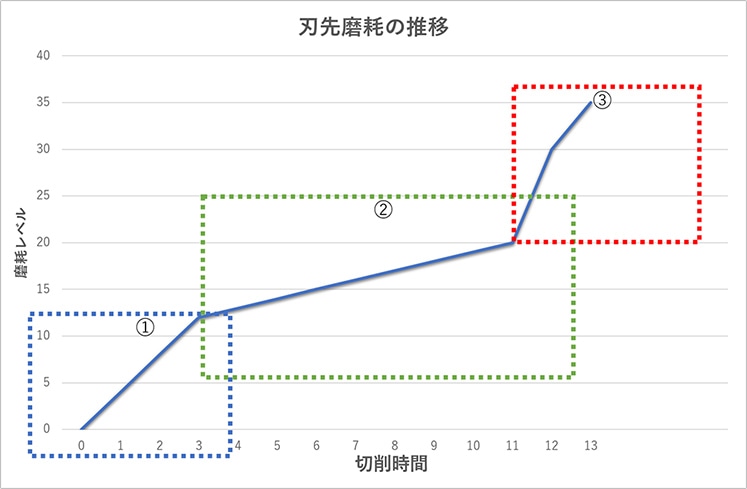
刃先一点に集まっていた衝撃が細かいチッピングと共に丸くなり接触面積が大きくなることで対応しようとします。(2)定常磨耗:磨耗の進行がチッピングから金属のすり減りへ変わっていき安定して切削できます。
(3)終期磨耗:刃物としての機能を失い、抵抗が増大し、発熱、静電気等を伴い磨耗が極端に進行する状態です。
一般的には(2)の段階の途中で異音や切削肌の綺麗さがなくなってきて交換、
もしくは単純な切削枚数で決められていることが多いです。しかし、(1)の段階で大きなカケや丸みを形成してしまったりすれば、早く交換が必要となります。
またその逆に(1)の段階で小さな丸みを形成できれば、長く(2)の状態を保つことができ、結果長持ちします。
最初に切削した材料の硬さや切削の条件による衝撃度合いにより磨耗度合いは異なります。
ちなみに(3)の段階まで行き交換せずにいると研磨しても刃がつきにくくなり、
結果的に刃の寿命を大幅に減らすことになります。
-
CNCでのルーター加工の際、刃物が小径の場合、折れやすいのでゆっくり送っている。
その場合、刃持ちが悪いので困っている。 -
送り速度だけ下げると刃物の摩耗が早いため刃物の回転数も下げましょう。表面材が樹脂系シートの場合、回転数が高すぎると熱をもちシートが溶けるためさらに回転数を下げましょう。
一般的にCNCのプログラムでは、回転数はrpm18000-24000(MAX)に設定されていることが多く、
それに対して送りが3000mm(min)や2000、場合により1000という遅い速度で送っているケースが多くあります。小径刃物や、深溝加工、など折れやすい条件で送り速度を上げられない場合、回転数も下げてみましょう。刃持ちが2倍以上になることも・・・
例えばφ3 片刃の刃物で溝加工をする場合・・・
高回転早送りrpm18000で送り5000の場合 1刃あたりの切削量は
0.13mm →折れやすい× 刃持ちが良い◎
高回転遅送りrpm18000で送り2000の場合 1刃あたりの切削量は
0.05mm →折れにくい◎ 刃持ちが悪い×
低回転遅送りrpm10000で送り2000の場合 1刃あたりの切削量は
0.1mm →折れにくい◎ 刃持ちが良い◎
となります。是非お試し下さい。

-
ダウンカットの溝の加工で屑はけが悪い。
アッパーカットにすると屑はけは良いが、表面シートにバリや荒さが目立ってしまう。 -
刃物のスクイ角など設計変更によりアッパーカットでも綺麗な切れ肌を得ることも可能です。
ご相談下さい。
-
サイザー、テノーナー等の機械でダイヤブレークソーを使用している。
合板等を加工時、端材側が一部粉砕できていない場合があり、 ヒゴ(糸状の切りくず)が集塵のダクトホースを詰まらせてしまう。 -
ブレークソーの仕様を見直しましょう。
過去、ご依頼頂いたご相談に対して製作させていただいた刃物はヒゴが出ず綺麗な切断面を保っています。
刃型に関しましては加工条件や切削材によりご提案しますのでご相談下さい。
-
ランニングソーで超硬チップソーを使用している。
MDF材を切断しており切れ肌にナイフマークが強く出る。切断枚数も少ない。
歩留まりを考えるとこれ以上チップソーは分厚くはしたくない。 -
チップソーの仕様を見直しましょう。 一般的には、刃物の径を小さくし刃物剛性と切削抵抗値のバランスを改善。
スクイ角、側面角の変更で大幅にナイフマークは減ります。
加工枚数につきましては超硬のグレードを上げることで対応します。
弊社では超硬のグレードに合わせて、研磨方法や砥石を変更して品質を保つようにしております。